
ハーフエッチング加工の特徴と注意点とは?
これまでも流路部品の回などでご紹介してきたハーフエッチング加工ですが、これはこれで結構奥が深かったりします。
メリットとしてはお伝えしてきた通り、対象エリア全面に一括で掘り込み加工することが可能な為、多くの場合、他の加工と比べてコスト面で有利となる点であったり、機械的な加工と異なり加工変形やバリを伴わなかったりという点が挙げられます。
通常プロセスではハーフエッチング深度は板厚の60~70%程度ですが、工法を工夫することでより浅くしたり、深くしたりすることも可能です。
また、形状により一部制約はありますが、同一面内や表裏で深さの異なるハーフエッチング部を形成することもできます。
反面、用途次第ではありますが、場合によってはデメリットになり得る特徴、というのもあったりします。
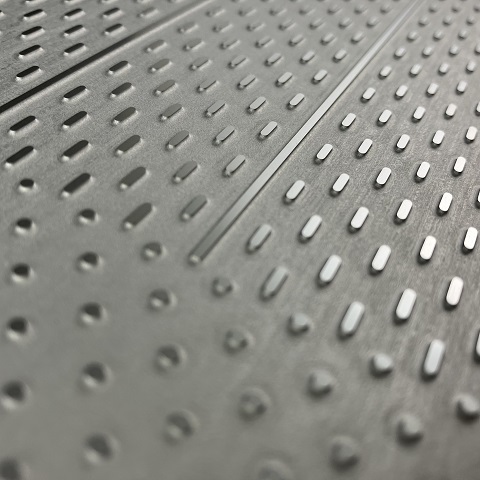
・掘り込みの端面にRが付く。
液体による加工の為、底面まで垂直に掘り込むことができず、掘り込み端面は緩やかなR(凡そ板厚と同等)を描きながら底面に繋がっていきます。
・掘り込み底面の平坦性を確保するのが難しい。
同じく液体による加工の為、掘り込みの深さにはどうしても面内バラつきが生じてしまいます。
また、加工面は荒れて梨地状になります。
・広範囲を深く掘ると反りが生じやすい。
片面から広い面積をハーフエッチングすると材料の内部応力のバランスが崩れ、反りが発生しやすくなります。
特に板厚に対して深く掘り込んだ場合、大きな反りが発生することが多いです。
特に問題にならない場合はそのままハーフエッチング仕様で進めていきますが、用途によっては他の方法、例えば複数枚の積層構造に変更した方が良いこともあります。
この辺りは仕様、用途、想定される懸念事項等を踏まえ、弊社営業が最適なご提案をさせていただきますので、是非お気軽にお問い合わせください。
それでは、また。