
エッチング加工プロセス解説:エッチング編
ということで加工も大詰め、いよいよエッチング工程へと入っていきます。
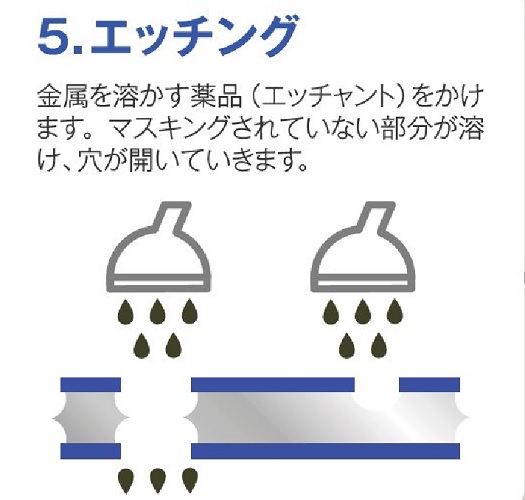
エッチング工程では強い酸系の薬品を用いて金属を溶かして加工します。
レジストは酸に対して耐性を持つものを使用していますので、マスキングされた箇所はエッチングされず、マスキングの無い材料が剥き出しになった箇所のみ加工が進行します。
これまでも色々なところで触れていますが、この「マスキングの無い部分をいっぺんに加工できる」というのがエッチングの良いところで、1ヶ所ずつ加工していくような他の加工方法に比べて納期やコスト面で有利になることが多いですね。
薬品の条件と処理時間を制御して規格内の寸法となるように加工していきます。
通常、両面から同時にエッチング加工し、板厚に対して60~70%掘り込んだところで所定の寸法になるよう設計していますが、更に細かい寸法の微調整を製品毎に行うことで高精度なエッチング加工を実現しています。
ちなみにですが、エッチング加工後の仕上がり製品サイズと、レジストパターンのサイズは全く同じではありません。
過去の記事でも紹介したように、液体を用いる方式のエッチング加工はマスキング裏側にも回り込むような形で加工が進行することから、レジストパターンにはその分を見越した補正を掛けておく必要があります。
この「エッチング加工後の仕上がりを見越して、どれだけ上手にレジストパターンを作っておくか」というところがエッチング屋さんの腕の見せどころと言っても過言ではないでしょう。