

薄板金属製品のエッチング加工のことなら東洋精密工業にお任せください
構想段階や仕様のご相談、加工方法や試作のお悩みも当社にご相談ください。
製造ができるか
判断できない
プレス・レーザー、
どの加工方法が
最適かわからない
検証・技術相談をしたい

金属エッチング標準仕様
標準加工板厚
0.03mmt〜1.5mmt
※仕様により上記標準外の板厚も可能ですのでご相談ください主な加工材料
| ステンレス鋼 | SUS304、SUS430、SUS316L、SUS301、SUS310、SUS631 など |
|---|---|
| 銅及び銅合金 | 無酸素銅、りん青銅、ベリリウム銅、真鍮 など |
| その他金属及び合金 | ニッケル、kovar、インバー、42アロイ、426アロイ など |
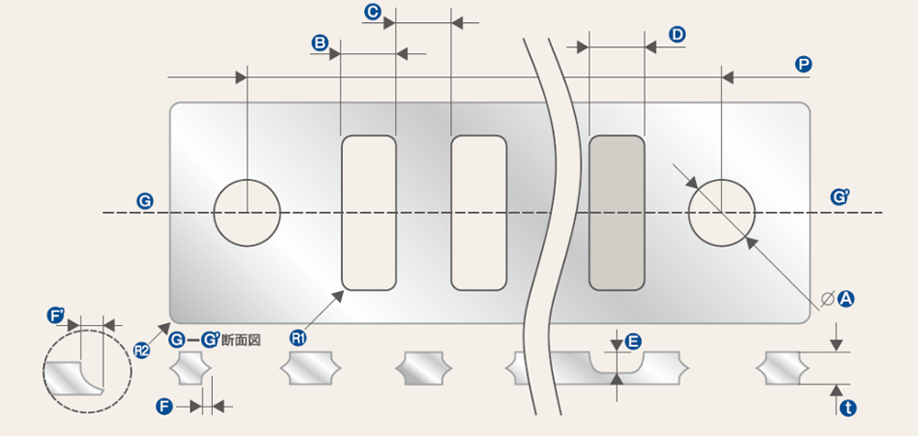
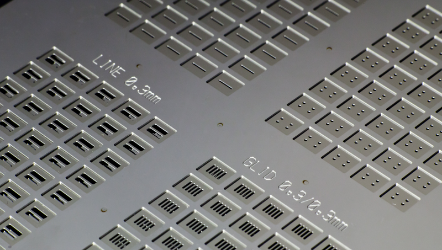
最小加工寸法(単位:mm)
材料や板厚によって多少変化します。
穴径は基本的には板厚と同程度ですが、過去に板厚よりも小さい穴あけを行った事例があります。
0.05以下の板厚に関しては材質等により若干の変動がありますので、テスト加工を行い事前に確認いただくことをおすすめします。
| 板厚 (t) | 〜0.05 | 0.05 | 0.1 | 0.2 | 0.3 | 0.5 | 1.0〜 |
| 穴径 (A) |
テスト加工による |
0.1 | 板厚と同程度 | ||||
| スリット幅(B) | 0.1 | 板厚と同程度 | |||||
| ライン幅(C) | 0.07 | 板厚の50%程度 | |||||
| ハーフ線幅(D) | 0.1 | 0.1 | 0.15 | 板厚の60%程度 | |||
| コーナー内R(R1) | 0.05 | 板厚の75%程度 | |||||
| コーナー外R(R2) | 0.05 | 板厚の50%程度 | |||||
加工寸法精度(単位:mm)
エッチング加工の性質上、材料と板厚、およびサイドエッチング(アンダーカット)との関係で寸法と許容差が発生します。
| 板厚 (t) | 〜0.05 | 0.05 | 0.1 | 0.2 | 0.3 | 0.5 | 1.0〜 |
| 穴径 (A)/スリット幅(B)
ライン幅(C) |
±0.02〜 | ±(板厚×10%) | |||||
ピッチ寸法精度(P)(単位:mm)
右の表は単層エッチング品の場合のピッチ寸法精度です。伸縮の関係上、フィルム原版よりガラス原版を使用した方がピッチ寸法精度は良好となります。
積層品の場合は別途お問い合わせください。
| 距離 | 〜50 | 〜100 | 〜150 | 〜200 | 〜250 | 〜300 | 〜350 |
| フィルム原版使用時 | ±0.03〜 | ±0.05〜 | |||||
| ガラス原版使用時 | ±0.015〜 | ±0.02〜 | ±0.03〜 | ±0.05〜 | |||
お客様が求める薄板製品を実現できる3つの理由

金属エッチングで製品を実現するための加工仕様を提案
創業当初から40年以上続けている金属エッチングに多くの実績とノウハウを持っております。金属エッチングで薄板製品を実現するための最適な図面・仕様を提案します。

コスト・納期・品質に合わせて
金属エッチング以外の工法も提案
当社は金属エッチング技術だけでなく、製品の用途や形状に合わせて切削加工やワイヤーカット加工なども含めてのご提案が可能です。お客様にとって、コスト・納期・品質面で最もメリットがある方法で加工をします。
試作~量産まで各工程に合わせて
技術相談が可能
50μm未満~2mmを超える厚板まで、試作・小ロット~量産のご相談をお受けしています。
特殊な材料の場合は、材料の一部をいただければ、テスト加工を行うことができますのでご相談ください。
1971年創業以来、あらゆる業界での加工実績
40年以上の金属エッチング事業を通して、半導体業界や品質基準がとても厳しい車載部品など、あらゆる業界に実績がございます。
- 液晶製造装置
- 各種電子部品
- 自動車部品
- 各種医療機器
- 人工衛星搭載部品
- 事務機器
- 住宅設備器具
- 工作機器
- 各種製造工程向け治工具
- 外装装飾部品(携帯電話・デジタルカメラ・自動車等)
特殊な加工条件への対応
当社には、お客様が納得する製品を提供するために、試行錯誤を重ねて対応しようとする姿勢が根付いております。
一般的なエッチング加工では難しい加工条件もご相談ください。
±10μm以下の挟公差に多くの実績
エッチングでの加工寸法精度は一般的に「板厚の±10%程度」とされていますが、当社では精度の限界にチャレンジした事例が多くございます。試作からの作り込みや、前提条件が必要な場合はありますが、±7μmでの対応実績もございます。
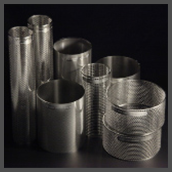
1mm以上の金属板への加工
一般的に板厚が1mmを超えるエッチング加工品は分厚い部類となりますが、当社は厚めの材料への加工も得意としております。
厚めの製品でも量産対応が可能な設備を保有しておりますので、ご相談ください。

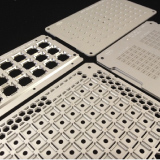
板厚よりも小さい穴あけ
一般的にエッチングで加工する場合、最小の穴径は板厚と同程度とされていますが、当社では板厚よりも小さい径の穴を開ける方法を確立しております。
その技術はシャワーヘッドの先端などに使用され量産実績が多数あります。
加工方法
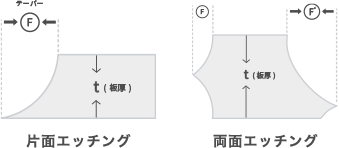
断面テーパー
エッチングは薬品による腐食、溶解を利用した加工ですので、加工断面はテーパー形状となります。
両面から同一の形状にてエッチングする場合、テーパーの大きさは板厚の10%程度ですが、表裏のパターンに差を付けることで図(F')のように大きなテーパーを付けることも可能です。
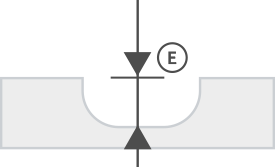
ハーフエッチング
材料を板厚の半分だけエッチング加工し、図のような形状にする加工です。
通常プロセスの場合、ハーフ深度は板厚の70%程度になります。
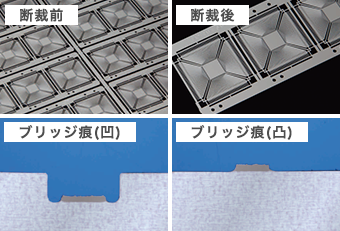
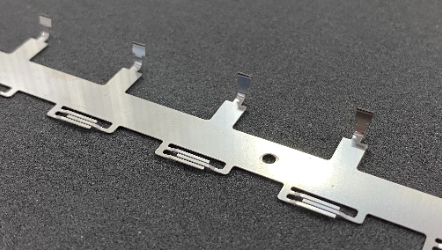
ブリッジ痕
エッチング加工は材料内面に複数個の製品を「面付け」して行います。この時、製品とフレームを繋いでいる部分を「ブリッジ」と呼び、エッチング加工後に「断裁」作業で残る痕が 「ブリッジ痕」です。
ブリッジ痕の位置や形状はご要望に応じて変更できます。またブリッジ痕の付かない「ブリッジレス」品にも対応可能です。
複合加工
追加工(切削・ワイヤーカット)
必要に応じてエッチング加工後に、切削やワイヤーカットなどの追加工を行います。
加工品の形状やコスト、品質面を考慮し最適な工法の組合せをご提案いたします。
曲げ加工
金属エッチングで形成した製品に、曲げ加工を行う事で、ご希望の形状に作り上げます。用途としては、電子機器などに使用されるコネクタ、パワー半導体用端子など、さまざまな部品作成に用いられます。
表面処理
Au、Agを始めとする各種メッキに対応します。 梨地処理や黒染め、テフロンコート、電解研磨や機械研磨など様々な表面処理を承っており、装飾性向上や摺動性・絶縁性などの機能付与を行うことができます。
レーザーマーキング
レーザーマーカーを使用し金属表面に直接印字刻印することができます。目視文字の他、バーコード、QRコードなどの刻印に対応しており、主に搬送トレイなどの治具に管理用のナンバリングを施すのに用いられます。
拡散接合(熱圧着)
複数枚のエッチング加工部品を拡散接合で貼り合わせることで複雑な立体形状を持つ製品や高アスペクト比の製品を作ることができます。当社では超音波探傷装置を用い、接合度合いの確認を実施しています。
スポット溶接
スポット溶接による貼り合わせです。用途や形状、溶接点数などにより抵抗溶接とレーザー溶接を使い分けます。接合強度では拡散接合に劣りますが、コストや納期面で有利です。



製造の流れ
ご相談
当社の営業担当者かこちらのお問合せフォームからご相談ください。
製品の構想段階のご相談もお受けしています。
テスト加工
材料によっては事前にエッチング加工ができるかどうかのテストを行い、
評価結果をお伝えします。
図面・仕様書確認
図面や仕様書を確認し、金属エッチングで製作するためのご提案をいたします。
お見積り・発注
試作やテスト加工の結果にご納得いただければお見積り金額を提示します。
部材の調達なども当社で行うことが可能です。
金属エッチング加工
確定した図面をもとに加工を行います。
リピート品でフォトマスクが既にある場合は最短翌日に加工が完了します。
二次加工
必要な場合は表面処理・拡散接合・スポット溶接を一貫対応で
行う事ができますので、お気軽に相談ください。
検査
クリーンルームや最新の検査設備を導入しており、
万全の体制を整えておりますので、ご安心ください。
梱包・納品
丁寧に梱包し納品いたします。近隣のお客様で、急ぎ必要な製品については、
当社でお届けすることもできますのでご相談ください。
よくある質問
Q.
金属エッチングのイニシャルコストはかかりますか?
A.
イニシャルコストとしてフォトマスク(原版)の費用がかかります。1版当たり2~3万円程度と、プレス金型等と比較すると大幅に安価です。
Q.
金属エッチングで試作や小ロットでの依頼は可能ですか?
A.
1個からでも承りますのでお気軽にご相談ください。
Q.
納期はどのくらいですか?
A.
標準で新規品2週間程度、リピート品1週間程度ですが、一例として新規品で中3日、リピート品で中1日の対応実績もございますので、お急ぎの場合はご相談ください。
Q.
量産を考えています。製作数量はどれくらいまで対応できますか?
A.
製品サイズや納期にもよりますが、数万~数十万個/ロットの量産対応実績がございます。詳細はお気軽にご相談ください。
Q.
金属加工の方法がエッチングでよいかわからないのですが、相談してもよいでしょうか?
A.
お気軽にご相談ください。エッチングでは加工対応が難しい場合でも幅広いリソースから最適な加工を選定、ご提案させていただきます。
Q.
図面がありませんが見積はできますか?
A.
仕様(形状、厚み、加工精度など)をご連絡いただければお見積りは可能です。必要に応じて当社にて作図対応もしております。
Q.
金属エッチングの加工の公差はどのくらいですか?
A.
エッチング
標準仕様
をご参照ください。
※製品サイズや加工形状によって変わりますので、詳細はお問い合わせください。
Q.
金属エッチング後の製品には歪みやバリが発生しますか?
A.
加工による歪みやバリはほとんど発生しません。金属エッチングは加工対象に物理的ストレスの掛かりにくい加工です。
Q.
製品サイズはどれくらいまで対応できますか?
A.
最大600×1,000mm程度の加工実績がございますが、材料厚みや加工形状によっても変動しますので、詳細はお問い合わせください。
Q.
加工できる板厚はどれくらいですか?
A.
標準取り扱い範囲は0.03~1.5mmtです。条件付きにはなりますが、より薄いもの、厚いものにも対応可能な場合がございますのでお気軽にご相談ください。
Q.
設計からお願いすることはできますか?
A.
専門の設計部隊が在籍しておりますので、お気軽にご相談ください。
Q.
エッチング加工後の後工程は依頼できますか?
A.
後加工も対応可能です。社内で対応できないものは協力会社と連携して対応検討しますので、お気軽にご相談ください。
Q.
ワイヤー放電加工はできますか?
A.
協力会社にて対応可能です。
Q.
レーザー加工はできますか?
A.
協力会社にて対応可能です。
Q.
タレパン加工はできますか?
A.
協力会社にて対応可能です。
Q.
部品溶接はできますか?
A.
平板部品のスポット溶接は可能です。例えば平板部品の積層溶接や平板部品へのピン溶接など。
Q.
製品にめっきやアルマイトはできますか?
A.
協力会社にて対応可能です。
Q.
金属製品の熱処理はできますか?
A.
協力会社にて対応可能です。
Q.
ロール状の材料をエッチング加工できますか
A.
平板に切り出しての加工は可能ですが、ロールのまま加工を完了させることはできません。
Q.
エッチングでシボ加工はできますか?
A.
平面加工のみとなりますが、デザインデータを頂ければ加工可能です。
Q.
個人でも注文可能ですか?
A.
個人のお客様からのご注文も承ります。お支払方法等については別途ご相談ください。
Q.
CADでの制作依頼は可能ですか?データ形式を教えて下さい。
A.
対応可能な形式は主にdxf、dwgです。他にGDSⅡ、GERBER(RS274X)、stepなども対応可能です。