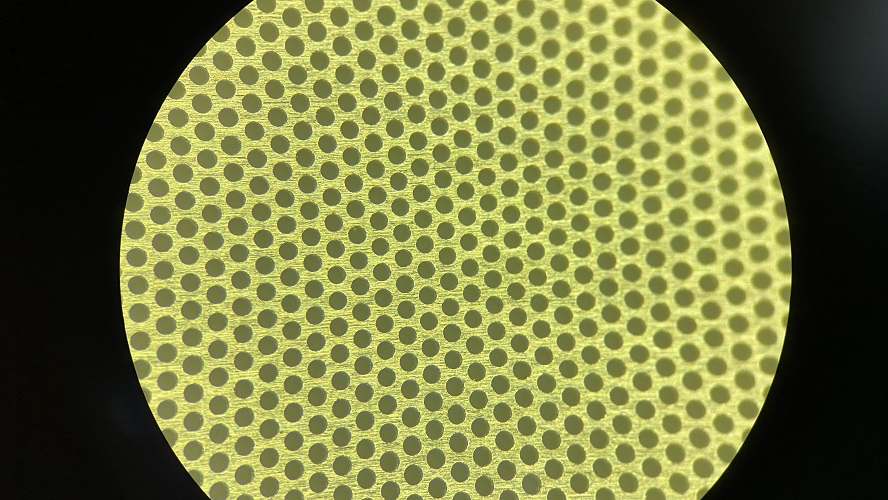

限界突破!エッチング加工事例②
一般的な内容なのでご存じの方も多いかと思いますが、エッチング加工の精度は材料の厚みによって変動するのが通常です。
材料が薄い方が精度良く加工することができ、厚くなればなるほどラフな加工になっていくイメージですね。
エッチングでは薬品で金属を溶かして加工していく関係上、加工時間が長くなればなるほど加工の誤差が大きくなり、寸法精度は悪くなっていきます。
材料が厚いほど加工時間は長くなりますので図式としては「材料が厚い=加工時間が長い=加工精度が悪い」という形ですね。
この辺り、ゆっくり少しずつ加工した方が精度の良くなるワイヤーカットや切削加工などとは異なる点です。
エッチングでの加工寸法精度は一般的に「板厚の±10%程度」と言われています。
材料が0.3mm厚であれば±30μm、0.5mm厚であれば±50μmの寸法公差を設定いただく感じですね。
ではこれが薄くなればなるほど精度が良くなるのか?例えば材料が0.05mm厚であれば±5μmで加工できるのか?と言われると、さすがにそれは難しいところがありまして、通常、±20μm辺りでエッチングの加工精度は頭打ち(対象は0.2mm厚より薄い材料として)になってきます。
原版(フォトマスク)の誤差、露光(焼き付け)工程、現像工程での誤差、測定自体の誤差など、エッチング工程以外の誤差要素がありますので、累積していくとどうしてもそれくらいの数値になるんですね。
ただ、この精度で全てのご案件の要求を満たせるかというと、それはそれで難しいのが現実です。
製品の用途によっては、どうしてももっと高い精度が必要になることがあり、そのわがままご要望にお応えする形でエッチング加工精度の限界にチャレンジしたような事例がたくさんございます。
さすがに全箇所全寸法と言われると難しい(というより管理の方が大変)ですが、指定箇所の寸法を±10μmでコントロールするとか、ものによっては±7μm、なんてものも対応実績がありますね。
試作からの作り込みが必要であったり、色々と前提条件はありますが、「この精度はちょっとエッチングでは難しいかなぁ」と、他の高価な加工を選択していた製品でも、もしかしたらエッチングでなんとかなるかも知れません。
お心当たりの方は是非、弊社営業担当者までお気軽にお問合せください。
それでは、また。